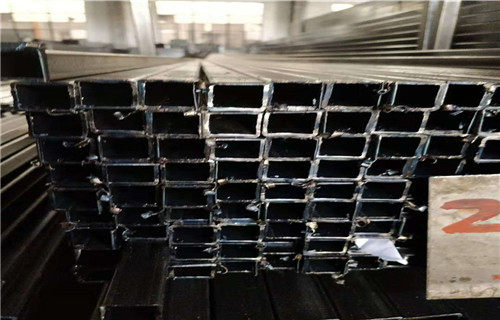
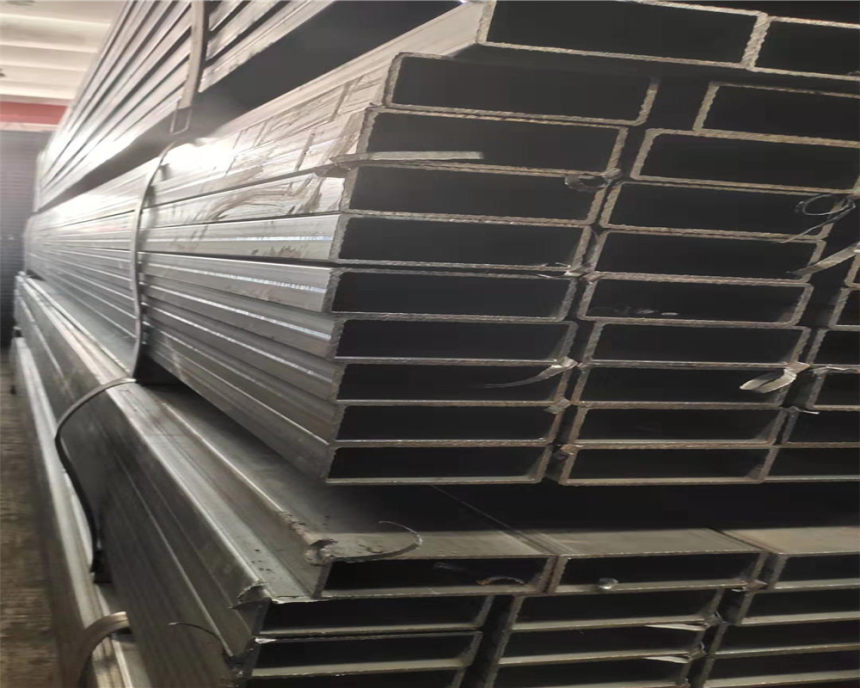
鹤壁高频焊管厂家300*100*10T690方矩管汽车座椅
发布:2023/11/25 3:20:50 来源:wxztgy666
试验采用TG/DTG差热分析对提质煤的燃烧性和反应性进行研究,运用SEM电镜对提质煤与F煤的微观结构进行表征。结果表明,提质煤的燃烧性和反应性均明显优于F煤,这主要是由于提质煤在低温热解过程中挥发分析出,煤粉颗粒结构遭到破坏,产生大量孔隙和棱角结构所致。配加提质煤的混煤燃烧结果表明,提质煤与F煤燃烧具有协同反应作用,混煤的燃烧性和反应性都明显提高,有利于高炉喷煤粉在高炉中燃烧利用。高炉喷提质煤工业试验结果表明,配加提质煤焦比、比下降,当提质煤配比达40%时,成本下降9.84元/t,经济效益可观。
无锡征图钢业有限公司

热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即 成热轧酸洗板卷。(1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热,对较大和无法锻造模具钢可进行固溶双细化热。
< 90方矩管汽车座椅
毫无疑问,这是一种效率的设备维护方案,这种维护方式是不足取的。期预防性维护这种维护方法按照预定的时间间隔到现场进行机修,在重大故障发生以前对设备进行修理或者更换。如果安排得当,这种方案的维护成本要比事故后的维护节省资源。当设备不用连续工作时,让有丰富维修经验的技术人员来进行定期的预防性维护,这种方案的优点是显而易见的。其缺点是如果维修的时间安排不当,也会造成不必要的过多维护。还会出现由于过多维护导致设备整体运转状况的 ,比如完好的机器被拆卸来,重复的二次导致精度的下降等一系列问题。3对设备进行监控的预测性维护这种维护方法的安排是以设备的实际工作状况为依据,通过设备的监测结果来实施。具体视有没有异常的机械振动,轴承部位温度是否过高,润滑情况如何,以及其它异常现象等决定。如果某个选定的参量达到了预定的临界值,设备就要停机检修,从而避免更严重的事故发生。这种方案,由具有丰富经验和技术的维护人员来这项测量预工作时,其优点是明显的。整个工作可以有条不紊地进行,而且购零配件时间充裕,不用预先选购好各种备用部件。
方管中输送的原料选用中粗砂细度模数2.5以上。含泥量之2%。不得含有杂物。要求定产地、定砂子细度模数、定颜色。方管中的混凝土掺入粉煤的灰可改善混凝土的流动性和后期强的度。宜选用细度按《粉煤灰混的凝土应用技术规范》(GBJ146-90)规的定Ⅱ级粉煤灰以上的产品。要求定厂商、定细度。且不得含的有任何杂物。方管可采用EA-1(2)普通型减水剂。要求定厂商、定品牌、定掺量。对首批进场的的原材料经监理取样复试合格后。应立即进的行"封样"。以后进场的每批来料均与"封样"进行对比。发现有明显色差的不得使用。
(2)模具结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大模具要掌握变形规律,预留余量,对于大型、精密复杂模具可采用组合结构。
(3)精密复杂模具要进行预先热,消除机械过程中产生的残余应力。
(4)合理选择加热温度,控制加热速度,对于精密复杂模具可采取缓慢加热、预热和其他均衡加热的方法来减少模具热变形。
(5)在保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。
(6)对精密复杂模具,在条件许可的情况下,尽量采用真空加热淬火和淬火后的深冷。
(7)对一些精密复杂的模具可采用预先热、时效热、调质氮化热来控制模具的精度。
(8)在修补模具砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的产生。
另外,正确的热工艺操作(如堵孔、绑孔、机械固定、适宜的加热方法、正确选择模具的冷却方向和在冷却介质中的运动方向等)和合理的回火热工艺也是减少精密复杂模具变形的有效措施。
改造后的每个卷绕机单元的电气传动电路如图二。其中,当起动变频器的输出频率等于原运行变频器的输出频率时,如将电机通过K22和K24切换到原运行变频器,该卷绕机可生产原产品;如将电机通过KXM和KXC切换到新运行变频器,该卷绕机可生产新产品。通过这两组接触器的不同组合,即可调整产品结构。系统调试本项技改的调试,除每单元卷绕机的两个电机及其接触器接线正确外,卷绕机的摆频设定及起动变频器与新运行变频器的切换 为关键。
现代冷挤压技术是从18世纪末始的,法国人在法国时代把铅从小孔中挤出制成,始了冷挤压。年在法国已经有人始利用机械压力机,采用反挤压方法铅管和锡管。美国为了黄铜的西服纽扣,已经有人取得了正挤压空心杯形坯料的专利权。美国人获得专利的Hooker法——正向冲挤法,金属流动方向与冲挤方向相同,就是在了196年的专利之后发展起来的,该专利中的杯形坯料,是采用拉深法的。
最新内容
推荐信息
其他信息